
Schon seit einiger Zeit spukte mir eine Idee für ein neues Projekt im Kopf herum. Nach diversen Fräsen Um- und Eigenbauten und zwei Selbstbau 3D Druckern sollte es eine kleine CNC Drehbank sein. Ausschlag dazu gab, wie so oft, Norbert Brüggen. Norbert ist vor ein paar Jahren in den Besitz einer alten Tischdrehbank gekommen und hat diese mit ein paar Umbauten auf CNC umgerüstet. Das hatte mich ziemlich beeindruckt, denn sowas fehlte in meiner Sammlung noch und ich bin nicht in der Lage zwei Drehteile annähernd gleich zu machen. Eine CNC gesteuerte Fräse ist heutzutage ja schon fast nichts besonderes mehr, CNC Drehen hingegen sind da etwas rarer gesät. Der einzige Wermutstropfen in der Geschichte war die Sache mit der Programmierung. Norbert programmiert seine Werkstücke wohl zu Fuss per G-Code. Das konnte und wollte ich mir nicht antun, ich bin für solche Sachen viel zu untalentiert. Eine entsprechende Software zur Erstellung von Werkstücken war also Vorraussetzung bevor ich in den Umbau einer Drehbank investieren konnte. Nebenbei sollte die Software auch bezahlbar sein, ein nicht zu unterschätzender Faktor auf dem Weg zur eigenen CNC Drehe.
In einem Forum wurde ich auf eine Software namens RC-Lathe aufmerksam, welche zu diesem Zweck geschrieben wurde. Nachdem ich die Software als Testversion heruntergeladen und ausprobiert hatte konnte ich feststellen, dass sie wirklich relativ einfach zu benutzen ist. Natürlich musste man sich doch mit einigen G-Codes befassen, aber das hielt sich in Grenzen. Die Erstellung des Werkstückes selbst war ziemlich einfach und wurde aus einfachen Grundkörpern zusammengebaut die dann Fasen und Radien ausgestattet werden konnten. Auch konnten Werkzeugwechsel programmiert werden sodass auch gebohrt und abgestochen werden konnte. In der Theorie erstmal, die praktische Umsetzung sollte sich noch als knifflig herausstellen.
In besagtem Forum bot jemand besagte Software an, ungebraucht und noch nicht registriert. Nach kurzem Überlegen wechselten für 200 Euro die Software und der dazugehörige Hardwaredongle den Besitzer. Die nächsten Tage habe ich mich mit der Suche nach einer geeigneten Drehbank beschäftigt. Der finanzielle Rahmen war gesteckt, sie sollte keinesfalls teurer als allermaximalstens 600 Euro sein, da noch Einiges an Zusatzkosten eingeplant wurden die noch dazu gerechnet werden mussten. Zum Einen war es die Software und zum Anderen fehlten noch Kleinteile wie Kupplungen, Schrittmotoren und vielleicht noch später der ein oder andere Drehstahl. Die Aufnahme der Drehstähle ist auf 8x8 begrenzt, ein Maß, das ich seit meiner ersten Minidrehe (die im Nachhinein betrachtet genau so groß war wie diese hier) nicht mehr im Besitz habe.
Ein wenig Kopfschmerzen bereitete mir die Frage, ob ich lieber in eine ältere Präzisionsdrehbank vom Kaliber Emco und Co. investieren sollte, oder meine hart verdientes Geld in eine chinesische Drehe versenke. Ich kam zu dem Schluss, dass eine kleine Emco in meiner angestrebten Größe zwar die bessere Wahl gewesen wäre, man aber nie weiss wie weit die Maschine von den Vorbesitzern schon abgerockt wurde. Aus diesem Grund entschied ich mich dazu Ausschau nach einer jungen, wenig gebrauchten Chinadrehe zu halten. Nach einiger Zeit wurde ich im Internet fündig, ein Anbieter hatte eine kleine Einhell Drehbank im Verkauf die zudem auch noch in relativer Nähe von mir zur Ansicht stand. Auf einen kurzen Mailwechsel folgte die Besichtigung und Kauf. Die Drehe machte einen guten Eindruck. Das Bett war makellos und man konnte sofort merken, dass die Drehe sehr selten benutzt worden ist obwohl sie laut Datenschild bereits 10 Jahre alt war. Zuhause angekommen wurden alle für den CNC Betrieb nicht benötigten Anbauteile abmontiert. Naja, viel ist nicht mehr übrig geblieben ;-) Obwohl die Maschine rein für CNC Betrieb vorgesehen war und eigentlich nicht mehr zurückgebaut wird wurden die abmontierten Teile sorgfältig gesammelt und eingelagert. Der Verkauf der nicht benötigten Teile hätte vielleicht ein paar Euro wieder zurück in die Kriegskasse gespült, aber man weiss ja nie.
Die Maschine wurde nun sorgfältig gereinigt und das an einigen Stellen noch vorhandene Schutzfett, welches bei der Auslieferung auf den Maschinen grosszügig verteilt ist, entfernt. Anschliessend wurden alle Teile neu eingeölt. Beide Achsen sollten auf spielfreie Kugelumlaufspindeln umgerüstet werden. Glücklicherweise hatte ich noch passende Spindeln im Fundus liegen die mit ein paar Handgriffen verbaut werden konnten. Extragrosser Dank wie so oft an Martin, meinen Retter! Die Spindel der Z-Achse erwies sich als zu kurz und musste mit einer Welle und passend gedrehter Buchse verlängert werden.

Alle Teile wurden mit Loctite großflächig verklebt nachdem sie peinlich genau gesäubert wurden, das hält. Nachdem die entsprechenden Maße abgenommen wurden konnten die Befestigungsplatten der Motoren am CAD gezeichnet werden. Anschliessend wurden diese aus 5 mm Aluminium ausgefräst und die beiden Motoren für X-Achse und Z-Achse verschraubt werden. Vor einigen Jahren hatte ich eine Portalfräse gebaut die nach einem Umbau nie mehr in Betrieb genommen wurde. Die Fräse stand hier unbenutzt rum, also konnte ich zwei Motoren dort abbauen und samt Kupplung für die Drehe nutzen. Die Motoren hatte 4A bei 2Nm, das sollte reichen. Einzig eine 10mm Kupplung passte nicht auf die 6mm Welle, aber eine provisorisch passende Distanzhülse war schnell gedreht. Ersatz für die verwendeten Kupplungen und auch hochwertige Endschalter wurden gleichzeitig bestellt.




Nachdem auch beide Motoren angebaut waren konnte das erste Mal Strom auf das Moped gegeben werden. Ich hatte ursprünglich vor der Drehe eine eigene Schrittmotorkarte samt Trafo zu spendieren. Zu diesem Zweck hatte ich mir eine günstige 3 Kanal Schrittmotorkarte aus Chinesien besorgt (die mir dann auch noch geschenkt wurde), ein 24V Trafo mit 8A lag hier noch rum. Ich habe dann den halben Abend damit zugebracht diese $&§?!$ Karte ans laufen zu bekommen. Irgendwie waren die Anschlüsse nicht ganz so identisch wie die in der Dokumentation und der Lauf der Motoren war alles Andere als sanft. Nicht so, wie die Motoren an meinem Fräsrechner, die werden mit richtig geilen Geckos befeuert. Lange Rede, gar kein Sinn, die Karte wurde wieder abgebaut und entsorgt. Was für ein Schrott, schade um die zur Herstellung benötigen Ressourcen... Ich habe dann die Motoren an meinen Fräsrechner angeschlossen und im LinuxCNC eine neue Konfiguration für die Drehe erstellt. Da der (jetzt) Dreh/Fräsrechner ja immer der Gleiche ist konnte ich aus einer bereits bestehenden Konfiguration die wichtigsten Parameter übernehmen und hatte schnell eine funktionsfähige Konfiguration für die Drehbank zusammengeklickt. Der Anschluss des Rechners an die jeweilige Maschine erfolgt durch eine 30 polige Messerleiste, ein Bauteil aus der Industrie mit belastbaren Steckkontakten. Über diesen Stecker laufen alle Schrittmotoren (maximal 4 Stück) und die restlichen Leitungen des Parallelports, aber dazu später mehr.

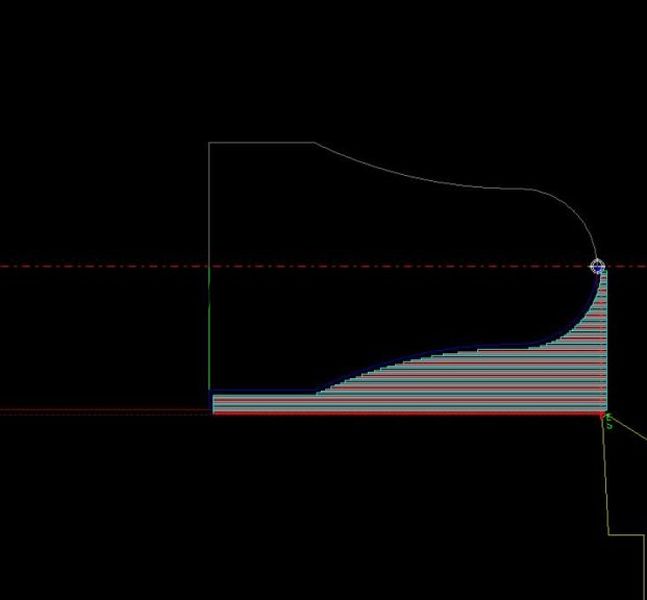
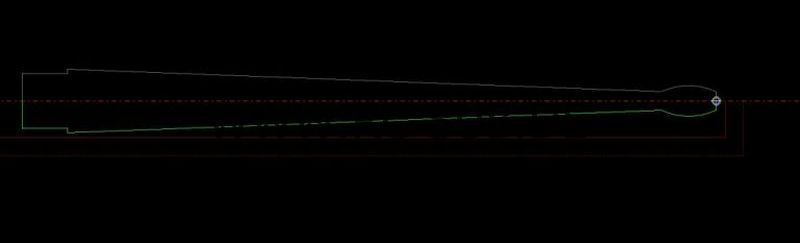
Nach wenigen Handgriffen liefen dann die beiden Motoren einwandfrei und ziemlich dynamisch. Von nix kütt eben nix! In dem Zusammenhang wurde dann auch kurz und oberflächlich das Programm ausprobiert und ein einfaches Sehrohr mit wenigen Handgriffen mit der neuen Software gezeichnet. Hat auch alles fast auf Anhieb geklappt. Beim starten der G-Code Datei im LinuxCNC traten allerdings einige kleine Fehlerchen auf, Inkompatibilitäten vom nicht 100% passenden Postprozessor der RC-Lathe Software. Glücklicherweise betraf es nur Kopf und Fußzeilen sodass hier schnell und problemlos korrigiert werden konnte. Und tatsächlich, alles funktionierte. Leider war es nur ein Trockentest. Für die Komplettierung der X Achse fehlte mir ein Teil für das ich einen M15x1 Gewindschneider benötigte aber nirgends auf die Schnelle auftreiben konnte. In der Zwischenzeit hatte ich mich der Verkabelung angenommen. Die komplette Originalelektronik der Drehbank ist in einem zweiteiligen Kunststoffgehäuse auf der linken Seite der Drehe unter gebracht welches einfach demontiert werden kann. Es stellte sich bei näherer Betrachtung heraus, dass der originale Notausschalter elektrisch entfernt werden musste, da er mit 230V funktionierte und der Einschalter ohne Spannung heraussprang. Somit leider nicht geeignet für einen automatischen Betrieb. Als Nächstes wurde die Drehzahlstellung in Angriff genommen. Ziel war es, die Drehzahl vom Rechner aus einzuschalten und vorzugeben. Das Einschalten wurde bereits vom Dreh/Fräsrechner vorgenommen der zu diesem Zweck ein eingebautes Relais besitzt welches von der Software angesteuert werden kann. Für die Drehzahlsteuerung musste ein wenig gebastelt werden. Hierzu wurde zuerst einmal die Spannung über dem Poti gemessen. Diese lag bei 12 Volt Gleichspannung, sehr gute Voraussetzungen! Mit einem freien Ausgangskanal am Parallelport des Rechners wurde ein Optokoppler angesteuert und das Signal mit einem PWM Signal softwaremässig verknüpft. Heisst, wenn ich das Programm starte und den Motor über die Tastatur einschalte, dann kann ich mit 2 Tasten die Drehzahl rauf und runterfahren. Die Ausgangsseite des Optokopplers konnte nun zusammen mit einem experimentell ermittelten Widerstand den Schleifer des Potis ersetzen welcher zuvor abgelötet wurde. Nach kurzer Zeit konnten mit ein wenig rumprobieren alle notwendigen Parameter gefunden werden und nun liess sich auch der Motor stufenlos regeln. Bis hierhin noch ohne Rückmeldung, aber immerhin.
Mein Rundruf nach diesem M15x1 Gewindeschneider hatte inzwischen auch gefruchtet. Zwar hatte ein guter Freund mir den bestellt, aber er war noch nicht geliefert worden. Bei einem Dienstagstreffen bekam ich einen Gewindeschneider leihweise überlassen sodass ich am nächsten Tag auch das fehlende Teil fertig stellen und somit die Drehbank mechanisch grob komplettieren konnte.



Als Nächstes wurde die Drehbank elektrisch weiter bearbeitet. Zuerst wurde seitlich hinter der Drehbank eine stabile Hensel Verteilerdose montiert. Hier kommt das Verbindungskabel zum Rechner an und wird auf die Schrittmotoren aufgeteilt. Die provisorische Optokopplerplatine wurde ins Elektronikgehäuse eingebaut und die fliegende Verdrahtung durch etwas Dauerhaftes ersetzt. Die beiden Endschalter der Z Achse wurden montiert und die Verdrahtung zur Henseldose gezogen. Bei der Gelegenheit wurde der Fräs/Drehrechner ausgangsseitig ein wenig überarbeitet. Da das Verbindungskabel ausser den 4 Schrittmotorendstufen auch noch Leitungen des Parallelports beinhaltet gab es ab und an schon mal Probleme das der Rechner nicht startete und ähnliches. Vermutlich Induktionen der kraftvollen Schrittmotorleitungen auf den doch recht schmächtigen Parallelport, keine Ahnung. Um das abzustellen habe ich ein paar Optokoppler in den Rechner eingebaut und sie elektrisch zwischen Parallelport und 30pol. Messerleiste platziert. Nun können Induktionen nicht mehr rückwärts durch das Kabel auf den Parallelport gelangen sondern enden am Optokoppler.
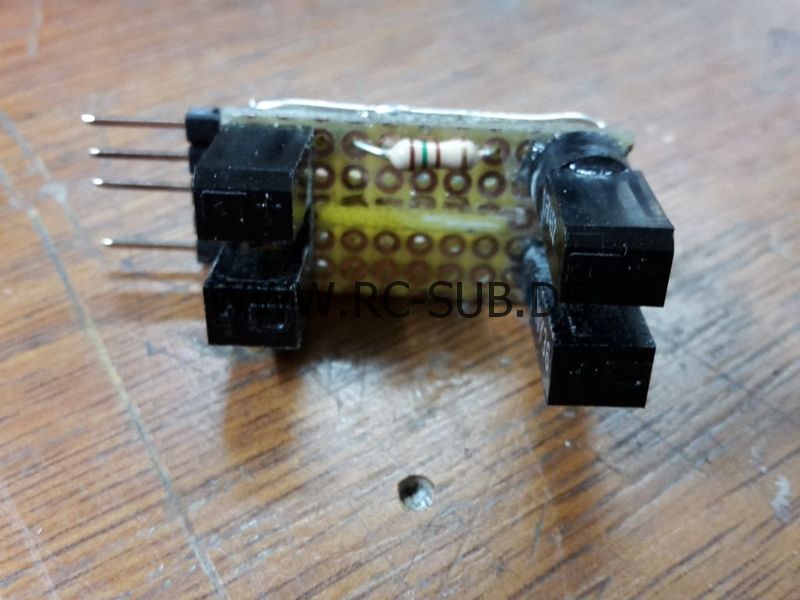
Fürs Gewindedrehen braucht man ausser einem passenden Schneidstahl noch eine Information über die genaue Drehzahl und einen Impuls pro Umdrehung der Hauptspindel. Das wird mit einer runden Scheibe erreicht auf der eine bestimmte Anzahl von Löchern (bei mir 60) kreisförmig angeordnet sind die über Gabellichtschranken abgetastet werden. Eine zweite Gabellichtschranke ist für das sogenannte Indexloch zuständig welches nur einmal vorhanden ist. Hierzu habe ich auf die Schnelle eine passende Zeichnung erstellt, aus 1,5mm GFK ausgefräst und auf die Hauptspindel montiert. Die beiden Gabellichtschranken sind auf eine kleine Platine gelötet und stabil mit dem Drehbankgehäuse verschraubt und ausgerichtet. Nun liefert die eine Gabellichtschranke 60 Impulse pro Umdrehung und die Zweite nur einen Impuls. Dieser wird später zum synchronisieren der Hauptspindel mit der Z Achse genutzt damit im richtigen Moment die Achse vorgeschoben wird und der Schneidstahl immer an der gleichen Stelle ins Material greift.


Irgendwann war dann der letzte Draht verlötet und es konnte an den ersten richtigen Test gehen. Da die End- und Referenzschalter für die X Achse noch nicht montiert waren musste das Nullen manuell erfolgen. Dazu wurde ins Futter erst einmal ein Gravierstichel eingespannt, das rundeste und spitzeste was ich in der Werkstatt gefunden habe. Der Seitendrehstahl wurde mit Fühlerlehren auf die richtige Höhe gebracht. Damit für den ersten Test nichts passieren kann wurde erstmal ein Stück Besenstiel eingespannt und die Vorderseite geplant. Ich hatte auf die Schnelle im RC-Lathe eine Mensch-ärgere-dich-nicht Männchen gezeichnet und auf dem Dreh/Fräsrechner gespielt.



Dabei zeigte sich, dass LinuxCNC Durchmesser mit Radius verwechselte. Dazu hatte ich irgendwo mal was gelesen und mit dem Befehl G7 konnte auch dieser Fehler ausgemerzt werden. Im Trockenlauf sah nun alles ganz gut aus, der Besenstiel konnte zerspant werden. Als ich dann die Maschine das erste Mal "richtig" einschaltete und anscheinend alles nach Wunsch abgefahren wurde war ich da schon ein bisschen stolz drauf. Und tatsächlich, das Programm wurde bis zum Schluss durchgefahren und nach wenigen Minuten konnte ich mein erstes Drehteil in den Händen halten. Das Einzige, was noch störte, waren die Stufen im Werkstück. Aber halt, da gabs doch was mit schlichten und schruppen... Tatsächlich, der Teil mit den schlichten fehlte noch, also wieder mit lesen probieren. Leider ist die RC-Lathe Software für meine Begriffe sehr schlecht dokumentiert. Es fehlt ein richtiges Handbuch, die magere Hilfedatei kann da nicht wirklich punkten. Absolute Anfänger wie ich die sowas auch nie gelernt haben finden nicht immer den richtigen Punkt unter dem man suchen muss und sucht mal z.B. bei youtube nach rc-lathe... Nachdem ich die Konfiguration einigermassen mit der altbewährten Versuch und Fehler Methode hinbekommen hatte und auch das richtige Macro herausgesucht hatte, konnte der erste Versuch beginnen. Leider gabs hier noch eine falsche Einstellung die ich aber später mit Hilfe eines guten Freundes beheben konnte. Nun sahen die Drehteile auch so aus wie sie sollten. Es folgten weitere Verbesserungen und Änderungen. Die beiden Endschalter der Z Achse wurden wieder demontiert da ich sie ohnehin nicht brauche. Stattdessen wurde ein stabiler Winkel angefertigt der mit dem Querschlitten verschraubt wurde. An diesem Winkel wurden anfangs zwei Mikroschalter montiert die die Referenzschalter für die X Achse darstellten. Beide Schalter wurden parallel geschaltet sodass immer einer garantiert betätigt wird. Später stellte sich aber heraus, dass beide Schalter niemals verlässlich zum gleichen Zeitpunkt schalten, also wurden sie wieder demontiert. Als Ersatz kam ein induktiver Näherungssensor zum Einsatz der auch gegen Späne etwas unempfindlicher ist.
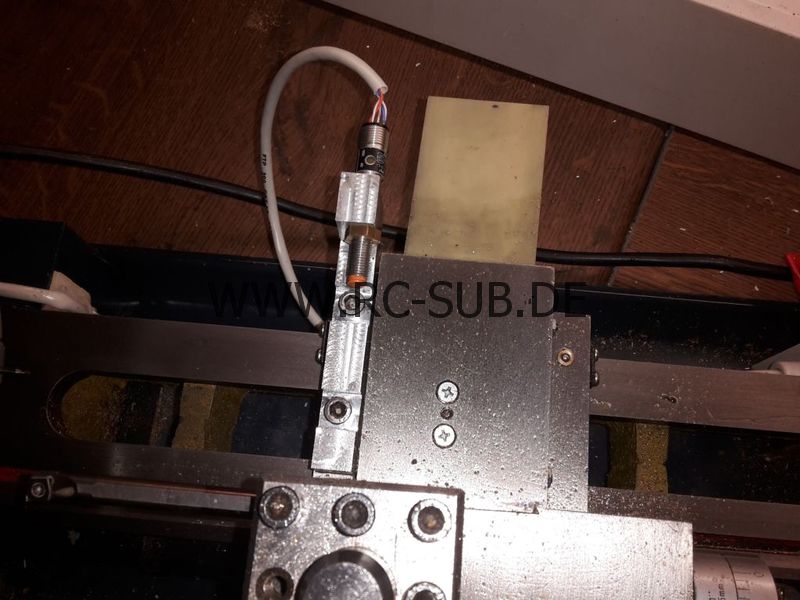
Nachteil ist der etwas erhöhte Verdrahtungsaufwand, ich musste einen weiterenOptokoppler einbauen der die +12V des Ausgangs in einen Open Kollektor Ausgang wandelt um die empfindliche Druckerschnittstelle anzusteuern. Der Schalter detektiert nicht die Spitze des Stahls selbst, sondern eine Kante des Querschlittens, der stark über die Mitte hinausgefahren werden muss weil der Sensor so weit wie möglich aus der maximalen Reichweite des Drehfutters gebracht werden muss.
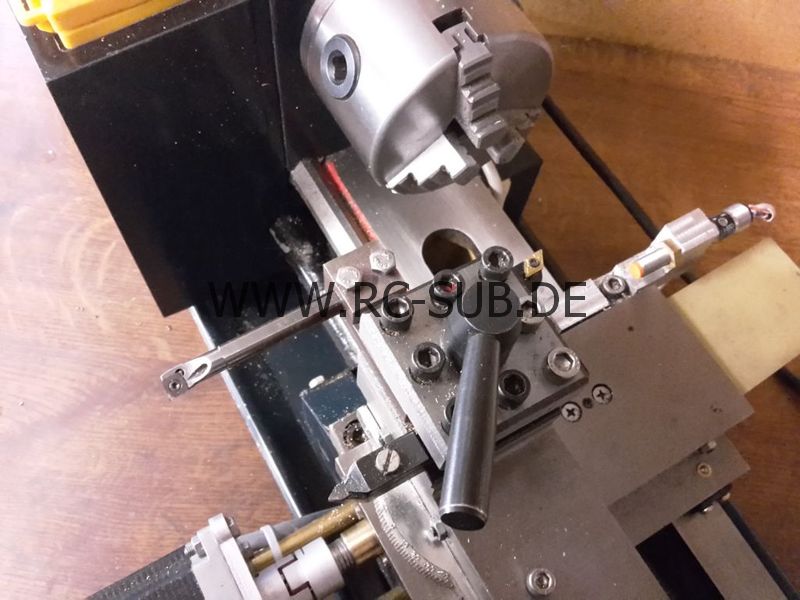
Nun mussten nur noch die Spitzen der Stähle auf gleiche Position in X gebracht werden. Zu diesem Zweck habe ich wieder den Stichel ins Drehfutter eingespannt und alle Stähle entsprechend ausgerichtet. In der LinuxCNC Software wurde der entsprechende Eingang des Parallelports definiert. Nun konnte in der Konfiguration ein Offset eingetragen werden der dafür sorgt, dass bei einer Referenzfahrt der Stahl nun gegen den induktiven Näherungsschalter fährt, ein paar Millimeter zurücksetzt, erneut aber langsamer gegen den Schalter fährt, und dann um den Wert des Offsets in Richtung Drehfuttermitte fährt. Mit ein paar Versuchen fand sich auch schnell der richtige Wert des Offsets. Nun brauchte ich nur den Schlitten ausserhalb der Reichweite des Werkstücks zu fahren, eine Referenzfahrt anklicken und schon steht mein Drehstahl genau in der Mitte des Drehteils bei X=0. Z wird manuell angefahren, das Werkstück herausgezogen bis es am Stahl anliegt und schon ist auch die Z Achse auf Null. Der Drehspass kann beginnen. Tja, kaum ist die Drehbank einigermassen fertig gestellt, da rollt auch schon der erste Non Profit Auftrag ran den man nicht befriedigen kann.




Schuld daran ist fehlende Länge in Z. Wie immer fehlen die berühmten paar Zentimeter damit das Teil gedreht werden kann. Die beiden zu drehenden Teile haben 73mm und 150mm. Letzteres war leider um 10mm zu lang und der Sicherheitsabstand war da noch nicht mit drin. Was tun? Nach kurzem Nachdenken wurde die Schlossplatte des Bettschlittens wieder demontiert und die vorher daran befestigte KU Mutter um gut 6cm weiter nach innen gelegt.



Dazu musste erst einmal Material aus der Schlossplatte weggefräst werden um Platz für einen kleinen Winkel samt Auflagefläche zu schaffen. Schnell war das notwendige Material weggefräst und nach ein paar kleineren Korrekturen passte auch der Winkel samt KU Mutter hinein. Ursprünglich wollte ich zwar alles eigentlich so weit wie möglich im originalen Zustand lassen, aber im Laufe der Umbauaktion stellte sich immer mehr heraus, dass die Drehe so bleiben wird wie sie jetzt war. Für die Erstellung der Drehteile musste ich auch erstmal auf meiner grossen Drehbank das Holz auf passende Abmessungen bringen. Leider fasst das Futter der Einhell maximal 32mm Durchmesser sodass an das rohe Stück Holz ein Flansch zum einspannen gedreht werden musste. Natürlich alles sehr viel Aufwand, aber es half doch sehr Zusammenhänge besser zu verstehen. Immerhin war auch das hier alles Neuland für mich und ich bin fest der Meinung, dass CNC drehen wesentlich komplizierter und die Erstellung von Drehdaten deutlich umfangreicher ist als alles was ich bisher beim fräsen gemacht habe. Aber es macht sehr viel Spaß und ist ein komplexes Thema.




Im Laufe der Zeit werden sicherlich noch einige Verbesserungen und Veränderungen folgen. Denkbar wären ein automatischer Werkzeugwechsler und eine Einhausung damit die Späne ein wenig besser unter Kontrolle gehalten werden können. Zur Überprüfung und optischen Kontrolle des Drehvorgangs denke ich auch über den Einsatz einer Kamera nach die direkt über dem Drehstahl montiert wird. Dringend benötigt wird auch eine bessere Beleuchtung.


Aber alles der Reihe nach...